Краткий перевод статьи
Controlling Thermal Expansion, вернее приблизительный пересказ:
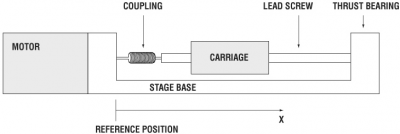
Три источника и три составных части теплового расширения трёх линейных осей станкаZaber, как известно, известен всякими устройствами для точного перемещения во всяких научных и медицинских приложениях, в телескопах-микроскопах и т. п. В статье они играются со своим одноосным изделием A-LSQ150B stage:
Вложение:
 00_A-LSQ150B-stage.jpg [ 21.5 КБ | Просмотров: 63601 ]
00_A-LSQ150B-stage.jpg [ 21.5 КБ | Просмотров: 63601 ]
Винт из нержавейки, корпус алюминиевый.
Ход 150 мм, максимальный ток 0.81 А, вес 1.4 кг.
Т.е. своими масштабами изделие похоже на ось небольшого ювелирного станка.
Там дальше пойдёт речь о нагревании корпуса от мотора. Конечно, если рассматривать мотор, который сидит прямо на корпусе станка, то вряд ли массивный корпус заметно нагреется. Но если рассматривать мотор, сидящий на подвижной оси, то ситуация с нагревом может быть очень похожа на рассмотренное здесь изделие. Если посмотреть, например, на Миру, то ось Z там очень похожа по размеру и виду на это изделие.
Для простоты рассмотрения они предполагают, что нагревание винта и корпуса происходит независимо. Теплообмен между винтом и мотором через гибкую муфту (на левом конце), и теплообмен между винтом и корпусом через упорный подшипник (на правом конце) они считают незначительным. А теплообмен между мотором и корпусом, наоборот, хороший, потому что мотор плотно прикручен к корпусу. Поэтому для простоты рассмотрения считаем, что корпус нагревается только от мотора, а винт нагревается только от трения о гайку. Не важно, насколько это предположение близко к действительности. Они проделывают измерения, и выводы делаются на основе измерений, а не из предположений.
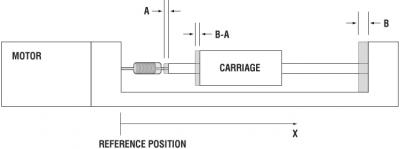
Вот схема изделия:
Вложение:
 01_thermal-schematic.png [ 22.76 КБ | Просмотров: 63601 ]
01_thermal-schematic.png [ 22.76 КБ | Просмотров: 63601 ]
Продольное положение винта зафиксировано упорными подшипниками на правом его конце. Муфта на левом его конце может удлиняться/укорачиваться.
Коэффициент линейного теплового расширения при комнатных температурах у нержавейки (т. е. у винта) 17.3*10
-6 /°C, у алюминиевого сплава (т. е. у корпуса) — 22.2*10
-6 /°C.
Итак, три источника и три составные части:
3)
Температура окружающей среды.
В этом случае рассматривать ось в отрыве от станка смысла мало, поэтому представим, что ось крепится к корпусу станка где-то в области мотора, и тогда расстояние от крепления до упорного подшипника — 220 мм. Ноль представим в ближайшем к мотору положении — 150 мм от подшипника.
Пусть температура воздуха возросла на 5 градусов.
Рассмотрим самый оптимистичный вариант: температура стабилизировалась, станок весь кроме винта сделан из одного материала — из алюминиевого сплава.
Тогда вся алюминиевая часть станка расширилась пропорционально, и то место на корпусе оси, которое соответствовало нулю при старой температуре, так и осталось в нуле, т. е. на пересечении с другими осями. Нужно найти, насколько съехал винт от этой точки.
Кусок корпуса оси от нуля до подшипника, т. е. 150 мм алюминия, расширился вправо на
150мм * 22.2*10
-6/°C * 5°C = 16.65 µm
А винт, т. е. 150 мм стали, удлинился влево от подшипника на
150мм * 17.3*10
-6/°C * 5°C = 12.98 µm
В сумме точка вала в 150 мм от подшипника, т. е. прежний 0, сместилась вправо на 16.65-12.98 = 3.67 микрон, т. е. на треть сотки.
И это мы рассматривали 0 в дальнем от подшипника конце. А если бы 0 был, как обычно, в середине винта, то он сместился бы всего на 1.8 микрон.
Всё очень позитивно.
Вот иллюстрация (немножко не точно они нарисовали): корпус оси удлинился вправо на B, винт удлинился влево на A, суммарное смещение нуля — B минус A.
Вложение:
 02_thermal-change.png [ 18.91 КБ | Просмотров: 63601 ]
02_thermal-change.png [ 18.91 КБ | Просмотров: 63601 ]
Теперь рассмотрим пессимистичный вариант: температура воздуха меняется в ходе резки. Или ещё мрачнее: сквозняк. Лёгкая ось уже прогрелась на 5 градусов, а массивный корпус станка ещё нет.
Температура корпуса станка прежняя, т. е. точка крепления оси не изменила своё положение в пространстве. Кусок корпуса оси от крепления до подшипника, т. е. 220 мм алюминия, расширился вправо на
220мм * 22.2*10
-6/°C * 5°C = 24.42 µm
А винт, т. е. 150 мм стали, как и в предыдущем примере удлинился влево от подшипника на
150мм * 17.3*10
-6/°C * 5°C = 12.98 µm
Итого 0 съехал вправо на 24.42-12.98 = 11.44 микрон, т. е. на сотку.
А если бы 0 был, как обычно, в середине винта, то удлинение половины винта
75мм * 17.3*10
-6/°C * 5°C = 6.49 µm
и съезд нуля — 24.42-6.49 = 17.93 микрон, т. е. две сотки.
Всё очень негативно.
2)
Нагрев винта.
КПД винта в рассматриваемом изделии — 45-85%. Т.е. до 55% механической энергии, с которой мотор крутит винт, уходит на трение и соответственно на нагрев.
КПД разных винтов разных производителей колеблется в основном где-то от 20% до 85%.
1)
Нагрев корпуса оси от мотора.
Это будет хорошо видно на графиках результатов их экспериментов.
Вернёмся к A-LSQ150B stage и пересказываемой статье.
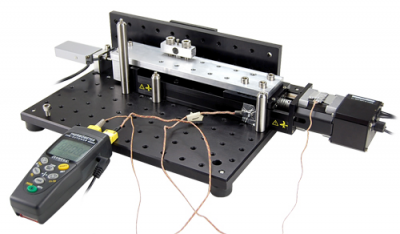
Эксперимент они поставили такой:
Температуры мотора и корпуса оси меряются термопарами, перемещение оси — приборчиком
Heidenhain MT1271 с точностью до долей микрона.
Вот общий вид:
Вложение:
 03_experimental-set-up.png [ 161.84 КБ | Просмотров: 63601 ]
03_experimental-set-up.png [ 161.84 КБ | Просмотров: 63601 ]
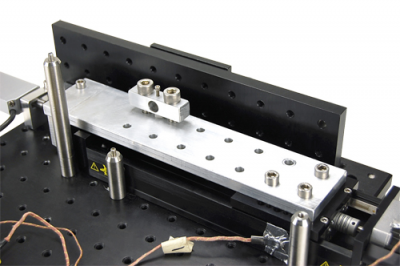
Ось крупным планом:
Вложение:
 04_stage-close-up.png [ 222.63 КБ | Просмотров: 63601 ]
04_stage-close-up.png [ 222.63 КБ | Просмотров: 63601 ]
Heidenhain MT1271 крупным планом:
Вложение:
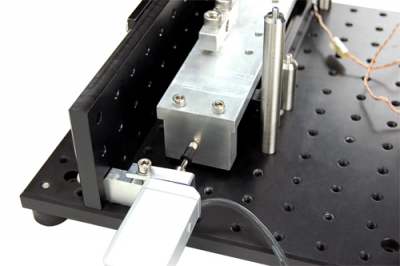 05_sensor-close-up.png [ 226.31 КБ | Просмотров: 63601 ]
05_sensor-close-up.png [ 226.31 КБ | Просмотров: 63601 ]
Ось движется туда-сюда на 10 мм. В крайних положениях снимаются показания Heidenhain MT1271. Крайние положения далее называются «положение 0» и «положение 10 мм». Положение 0 находится на дальнем от подшипника конце винта. Скорость 1440 мм/мин.
Тест 1: Нагрузка 55%, т. е. 55% времени движется, остальное время стоит. Ось к началу эксперимента не прогрета, т. е. всё при комнатной температуре.
Вот график отклонения положений 0 и 10 мм от первоначальных положений. По горизонтали отложено число движений, по вертикали — микроны. Верхняя кривая — положение 0, нижняя — положение 10 мм. Разница между этими двумя кривыми вызвана люфтом 6 микрон: ось подходит к положениям 0 и 10 мм с противоположных направлений.
Вложение:
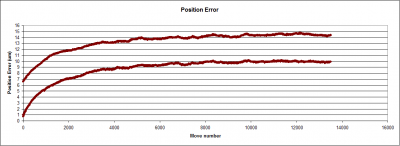 06_55%,ambient-temperature,position.png [ 21.18 КБ | Просмотров: 63601 ]
06_55%,ambient-temperature,position.png [ 21.18 КБ | Просмотров: 63601 ]
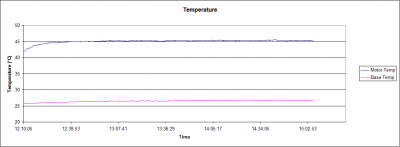
Вот график температуры от времени: синяя кривая — температура мотора, розовая — корпуса оси:
Вложение:
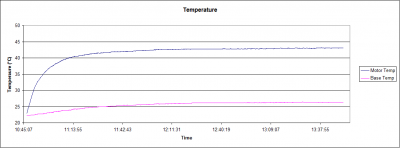 07_55%,ambient-temperature,temperature.png [ 19.66 КБ | Просмотров: 63601 ]
07_55%,ambient-temperature,temperature.png [ 19.66 КБ | Просмотров: 63601 ]
Видно, что
а) температура (и соответственно смещение положения) стабилизировалась минут где-то через 90,
б) положение оси сместилось за это время микрон на 10.
Напрасно они не проделали такие же измерения на противоположном конце винта. Тест получился бы гораздо красноречивее. Они получили самые оптимистичные результаты. Вычисления показывают, что на противоположном конце винта смещение положения было бы в 4.5 раза больше ( т. к. 22.2/(22.2-17.3)=4.5 ). Т.е. смещение было бы 0.045 мм.
И если 0, как обычно, находится в середине винта, то смещение нуля должно быть 0.023 мм. Не хухры-мухры.
Нам на самом деле не важно, на сколько смещается ноль. Нам интересно знать время стабилизации температуры, чтобы могли достаточно прогреть станок и предотвратить уход нулей.
Производители станков почему-то не указывают время прогрева станка. То ли они чего-то до сих пор не понимают, то ли что-то тщательно скрывают от конкурентов.
Тест 2: Нагрузка те же 55%. Ось к началу эксперимента прогрета теплом мотора: всё было включено за 2 часа до старта, но ничего не двигалось.
Вложение:
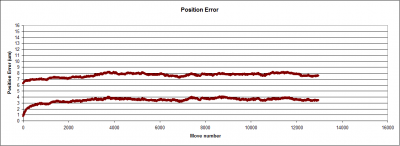 08_55%,pre-heated,position.png [ 20.5 КБ | Просмотров: 63601 ]
08_55%,pre-heated,position.png [ 20.5 КБ | Просмотров: 63601 ]
Вложение:
 09_55%,pre-heated,temperature.png [ 19.64 КБ | Просмотров: 63601 ]
09_55%,pre-heated,temperature.png [ 19.64 КБ | Просмотров: 63601 ]
Видно, что температура почти стабилизировалась минут через 15,
положение оси за это время стабилизировалось с точностью до 1 микрона,
максимальное смещение положения — 3 микрона.
Соответственно можно посчитать, что если 0 находится в середине винта, то смещение нуля должно быть 7 микрон.
Они почему-то не измеряли температуру винта. Тема трения не раскрыта.
Не ясно, то ли рост температуры в первые 15 минут вызван трением винта, то ли это трение о рельсы, то ли ещё что. Но нам это не важно. Нам важно, что минут 15 разминки достаточно для стабилизации температуры и положения.
Продолжение в следующем посте, т. к. в этот уже не влезают картинки.

