Mach3 макросы для уточнения нуля Y (относительно A) нониусом:m1113.m1s и m1114.m1sСоответствующая пара для X (относительно B) утеряна, но эти макросы очень простые и короткие, на порядок короче их описания, так что переделать макро для Y в макро для X легко и просто.
Первый макрос
m1113.m1s вырезает нониус, затем человек рассматривает его (нониус), считает прорези и запускает второй макрос
m1114.m1s, в который вводит номер совпадающей прорези. Макрос m1114.m1s корректирует значение Y, ничего не двигая.
Вставляем в станок плитку воска:
Вложение:
 10_wax.gif [ 381 байт | Просмотров: 120637 ]
10_wax.gif [ 381 байт | Просмотров: 120637 ]
Первую прорезь делаем вручную. Это будет середина шкалы. Она не обязана быть в середине восковки, может быть в любом месте. Наверно имеет смысл расположить шкалу так, чтобы место Y=0 осталось нетронутым, чтобы в конце процесса сделать там финальный контрольный зарез.
X: насколько глубоко по X сделана первая прорезь, настолько же глубоко по X будут делаться и остальные прорези. В этом смысл первой ручной прорези.
Фреза будет ходить 5 мм по X, так что прорезь никак не должна быть глубже 4 мм.
Y: первая шкала будет резаться на 10.3 мм в обе стороны от первой ручной прорези.
Потом A повернётся на -180, и вторая шкала будет резаться зеркально по Y, прямо над первой шкалой.
Z: т. к. первая прорезь будет прорезана макросом снова, когда будут делаться и остальные прорези, то может быть имеет смысл прорезать первую прорезь на пару миллиметров выше ноля. Макрос будет резать все прорези на Z=0. Первая ручная прорезь нужна только для задания глубины по X.
Для выхода из прорези фреза будет подыматься на 4 мм.
F: G1 движения в воздухе будут делаться с той feedrate, которая задана в Mach3. Режущие G1 движения в воске будут в 2 раза медленнее.
A: при повороте A фреза убирается на 5 см вправо и 5 см вверх.
Итак, сделали первую прорезь и запускаем
m1113.m1s.
Скрипт выдаёт окошко с вышесказанным текстом, и сразу после нажатия OK приступает к работе и больше уже ничего не спрашивает.
Первым делом проверяется наличие необходимого пространства: фреза идёт в Z+50, затем сдвигается на +50 по X и заходит в крайние точки по Y: чтобы если что-то с чем-то столкнётся, то сразу, пока оператор смотрит, а не потом, когда он отвлечётся.
Затем режет первую шкалу — с шагом 1 мм:
Вложение:
 11_Y-vernier-1.gif [ 1.03 КБ | Просмотров: 120637 ]
11_Y-vernier-1.gif [ 1.03 КБ | Просмотров: 120637 ]
Каждая 5-я прорезь выделена, чтобы легче считать.
Затем фреза убирается на +50 по Z и X, и A поворачивается на -180:
Вложение:
 12_A-180.gif [ 1.02 КБ | Просмотров: 120637 ]
12_A-180.gif [ 1.02 КБ | Просмотров: 120637 ]
Режется вторая шкала — с шагом 1.01 мм (рисунок не в масштабе, а как получилось):
Вложение:
 13_Y-vernier-2.gif [ 1.45 КБ | Просмотров: 120637 ]
13_Y-vernier-2.gif [ 1.45 КБ | Просмотров: 120637 ]
На этом макрос свою работу заканчивает, сообщив в строке сообщений «To correct Y if needed, run M1114».
А мы рассматриваем нониус и ищем совпадающие метки.
Положение фрезы сохранять не требуется. Можно отодвинуть фрезу и вынуть восковку.
Прорези нумеруются от -10 до +10 в направлении от -Y к +Y,
в том положении восковки, в котором закончилась резка — т. е. шкала с выделенными 5-ми метками внизу:
Вложение:
 14_Y-matching-notch.gif [ 3.59 КБ | Просмотров: 120637 ]
14_Y-matching-notch.gif [ 3.59 КБ | Просмотров: 120637 ]
Средняя метка, где резалась ручная метка — это №0.
Если ноль идеальный, то средние метки совпадают, и никакой коррекции не нужно.
На рисунке совпадают метки номер -5.
Тут нужно быть внимательным — не сдвинуты ли шкалы настолько сильно, что сдвиг больше расстояния между метками, т. е. больше 1 мм. При таком плохом нуле к нониусу обращаться рано.
Запоминаем номер совпавшей метки и запускаем следующее макро:
m1114.m1s:
Вложение:
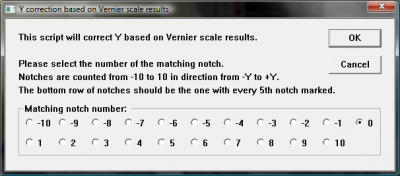 15_m1114.png [ 29.53 КБ | Просмотров: 120637 ]
15_m1114.png [ 29.53 КБ | Просмотров: 120637 ]
Выбираем номер совпавшей метки и нажимаем OK.
Ничего никуда не едет, только изменяется значение координаты Y, о чём и сообщается в строке сообщений.
Всё.
Если теперь послать Y в 0, то фреза приедет в скорректированный 0.
Внутри m1114.m1s — две задержки по 0.222 секунды. Если кажется, что макрос тормозит — то это не глюки компьютера, а так надо для надёжности. Хотя в данном конкретном случае это лишнее.

