Mach3 макросы для определения нулей Y и Z (относительно A) двумя зарезами:
m1111.m1s и m1112.m1s
Эти макросы ничего не двигают, только изменяют числа в значениях координат Y и Z (и A, если хотите).
Вот есть пластинка воска:
Вложение:
 00_wax.gif [ 381 байт | Просмотров: 47228 ]
00_wax.gif [ 381 байт | Просмотров: 47228 ]
Поставили её в станок:
Вложение:
 01_wax-in-mill.gif [ 4.1 КБ | Просмотров: 47228 ]
01_wax-in-mill.gif [ 4.1 КБ | Просмотров: 47228 ]
Горизонтальность восковки не важна.
Делаем зарез в произвольном месте:
Вложение:
 02_1st-notch.gif [ 4.17 КБ | Просмотров: 47228 ]
02_1st-notch.gif [ 4.17 КБ | Просмотров: 47228 ]
Точность метода падает только если зарез совсем уж рядом с нулём. Можно врЕзаться где-нибудь с краю пластинки, оставив центр для финального контрольного зареза, и остальное пространство для нониуса. Если будет корректироваться и A, то чем дальше от центра — тем точнее, но тоже не принципиально где.
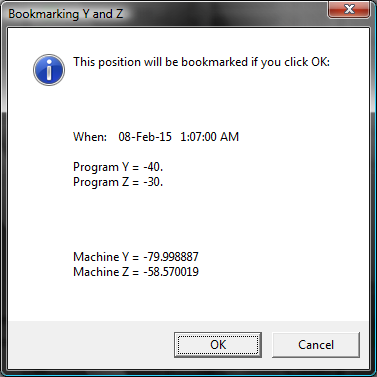
Не меняя положение Y и Z (по X можно двигать куда угодно), запускаем первое макро — m1111.m1s:
Вложение:
 03_m1111.png [ 28.08 КБ | Просмотров: 47228 ]
03_m1111.png [ 28.08 КБ | Просмотров: 47228 ]
Это макро запоминает положение Y и Z и дату и время. В этих макро это называется закладкой. Следует глянуть на Y и Z и дату/время в сообщении макроса, чтобы вскоре их опознать.
Уводим фрезу от восковки и поворачиваем A на 180 градусов:
Вложение:
 04_A-180.gif [ 4.17 КБ | Просмотров: 47228 ]
04_A-180.gif [ 4.17 КБ | Просмотров: 47228 ]
Не меняя положение A, делаем второй зарез так, чтобы верхушки зарезов соприкоснулись, т. е. чтобы их Y и Z совпали. Ну то есть всем известно, как должны выглядеть эти зарезы:
Вложение:
 05_2nd-notch.gif [ 4.21 КБ | Просмотров: 47228 ]
05_2nd-notch.gif [ 4.21 КБ | Просмотров: 47228 ]
Если рука набита и глаз вооружён, то на этом этапе поиск нулей может и закончиться. А например у меня точность руки и глаза далеко не ювелирные, и мне было проще сделать макросы с нониусами, чем пытаться точно совместить зарезы. Так что лезть из кожи вон, стараясь идеально совместить зарезы, не обязательно, можно позже воспользоваться нониусами.
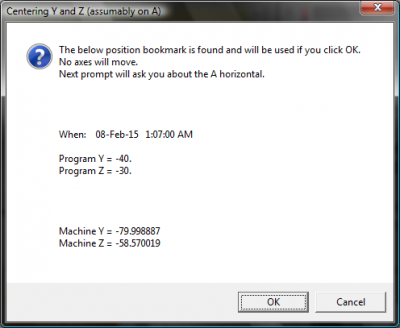
Не меняя положение Y и Z (по X можно двигать куда угодно), запускаем второе макро этой пары — m1112.m1s:
Вложение:
 06_m1112.png [ 36.3 КБ | Просмотров: 47228 ]
06_m1112.png [ 36.3 КБ | Просмотров: 47228 ]
Оно показывает, какая нашлась закладка. Следует глянуть на координаты или время, чтобы убедиться, что всё нормально — что это та закладка, которую только что сделали на первом зарезе.
Нажимаем OK,
и макрос вычисляет нули Y и Z: среднее значение координат первого и второго зарезов:
Вложение:
 07_Y-Z-zeros.gif [ 4.43 КБ | Просмотров: 47228 ]
07_Y-Z-zeros.gif [ 4.43 КБ | Просмотров: 47228 ]
При этом оси никуда на едут, только меняются числа в значениях координат Y и Z. Если теперь послать Y и Z в 0, то они приедут в только что вычисленный ноль — в центр вращения оси A.
Следующим номером программы можно скорректировать A так, что при A=0 восковка станет горизонтально, т. е. вершина первоначального положения первого зареза и вершина второго зареза будут на одной горизонтали, а именно на Z=0:
Вложение:
 08_A-zero.gif [ 6.59 КБ | Просмотров: 47228 ]
08_A-zero.gif [ 6.59 КБ | Просмотров: 47228 ]
Макрос сообщает, что сейчас скорректирует A, если не нажмёте Cancel, и спрашивает, по часовой стрелке крутится A или против. Насколько я помню, в данном случае по часовой стрелке — это A крутится в плюс по часовой стрелке, если смотреть на голову A с положительного конца оси A на отрицательный. Снова оси никуда на едут, только меняется число в значении координаты A.
Эти 2 макро, так же как и остальные макро, после выполнения каждой своей задачи выдают соответствующее сообщение в строке сообщений. Если нажать Cancel, то макро закроется, ничего не сделав, и соответственно сообщения в строке сообщений не будет.
Для полировки нулей Y и Z — дальше (через 1 пост) следуют нониусные макро.
|